

Brasatura in vuoto: come ottenere giunti perfettamente saldati
La brasatura in vuoto conferisce una resistenza, una durevolezza e un’affidabilità difficilmente raggiungibili con altri metodi di giunzione.
In questo articolo, con l’aiuto di TAV VACUUM FURNACES (azienda italiana specializzata nello sviluppo e produzione di una vasta gamma
di forni a vuoto per tutte le tipologie di trattamenti termici) scopriamo in cosa consiste questo processo e i benefici del suo utilizzo.
Quando produrre un giunto perfettamente saldato è di fondamentale importanza, la brasatura in vuoto è un metodo efficace per unire due parti. Si tratta di una tecnologia piuttosto semplice: in un forno da vuoto, i componenti sono disposti in modo che il riempitivo fonda e scorra sui pezzi di base, che verranno solidamente uniti una volta raffreddati. La brasatura in vuoto conferisce una resistenza, una durevolezza e un’affidabilità difficilmente raggiungibili con altri metodi di giunzione. Inoltre non richiede una lavorazione secondaria. Una giunzione perfettamente progettata può comunque risultare imperfetta se non viene eseguita una corretta brasatura. Il successo di una brasatura sottovuoto dipende da diversi fattori, tra i quali una tecnica adeguata, la scelta di materiali corretti e la capacità del forno di monitorare costantemente il ciclo di brasatura.

Forno da brasatura TR 250-240-550. 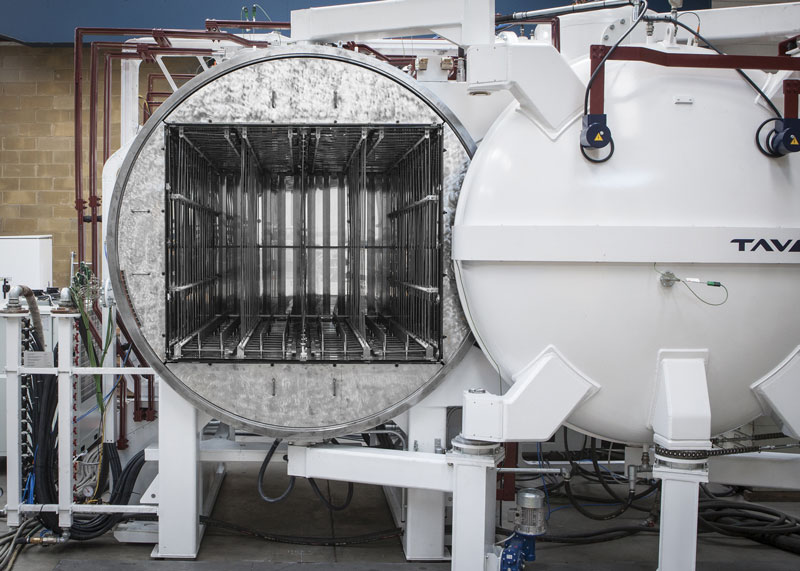
Dettaglio di una camera termica di un forno da brasatura TAV VACUUM FURNACES modello TBHA 4×25-120-250.
Come funziona il processo di brasatura in vuoto
La brasatura sottovuoto è un metodo di giunzione di due o più metalli tramite la fusione di un metallo di apporto, che è il brasante.
Quando invece di un metallo puro vengono impiegate leghe, per utilizzo in forni da vuoto, queste non contengono flussanti: non esiste perciò la necessità di eliminare le scorie con mezzi meccanici e la saldatura appare pulita. La lega non deve includere elementi che possono sublimare o evaporare, poiché non si raggiungerebbero le caratteristiche di giunzione richieste e si potrebbe contaminare il forno.
Le leghe, in genere, non fondono ad una temperatura ben definita come i metalli puri, ma all’interno di un intervallo. Vanno ricercate quindi, quando possibile, leghe eutettiche. Queste hanno un comportamento analogo ai metalli puri, dove il solido e il liquido coesistono unicamente alla temperatura dell’eutettico. Esistono in commercio un numero rilevante di metalli di riempimento per brasature in vuoto. Alcune leghe, in genere per impieghi ad alta temperatura, trovano ancora in molti casi una situazione di presenza “solidus-liquidus” a un’unica temperatura, pur essendo costituiti da più di due specie metalliche. Altre leghe, di comune impiego nei forni da vuoto, mostrano tuttavia una fase intermedia “solidus-liquidus” ampia con un salto di temperature tra le due fasi importante. In tal caso crescono i tempi di una fusione completa, che avviene alla temperatura più alta e che sarà la temperatura del processo di brasatura.

La brasatura in vuoto conferisce una resistenza, una durevolezza e un’affidabilità difficilmente raggiungibili con altri metodi di giunzione. Inoltre non richiede una lavorazione secondaria. 
Evitando l’uso di pannelli di materiali isolanti nella realizzazione della camera termica è possibile ottenere un elevato livello di pulizia nell’ambiente in vuoto.
Perché optare per una brasatura con forni da vuoto
Il forno a vuoto può garantire il raggiungimento della temperatura di fusione con estrema precisione e senza over-shoot. È giusto rimarcare che nel forno a vuoto diventano trascurabili i problemi di resistenza all’ossidazione e alla corrosione della lega stessa.
Perché la brasatura abbia successo è necessario che la fusione del filler (sia sotto forma di pasta sia come filo o nastro metallico) avvenga alla sua propria temperatura e non a una temperatura più alta, in modo da evitare principalmente che il liquido, trovandosi ad una temperatura per la quale la sua tensione superficiale risulterebbe minore, bagni una superficie più estesa, facendo mancare al giunto il corretto riempimento. Il liquido deve diffondere nel metallo, creando uno strato intermedio, esattamente nella cavità della giunzione.
È l’azione della capillarità a far sì che la lega allo stato liquido penetri all’interno di intercapedini, che vengono create con lavorazione meccanica esattamente dove si vuole realizzare la giunzione. La lavorazione meccanica è richiesta per ottenere le giuste tolleranze negli elementi della giunzione e devono determinare l’esatta dimensione di alveo per il legante. Il gap deve essere realizzato in modo da evitare tolleranze strette, nel qual caso il legante avrebbe difficoltà a riempire. Nel caso opposto, in presenza di ampie tolleranze si realizzerebbe un giunto probabilmente debole con lacune o porosità. La lega, infatti, alla temperatura della bagnabilità viene attratta all’interno dei giunti che si vogliono unire, vincendo anche la forza di gravità.
La lega viene cercata con una temperatura di fusione ben lontana dalla temperatura di fusione dei metalli di base, ma nello stesso tempo deve possedere caratteristiche meccaniche idonee alla giunzione. La superficie di base per avere una buona bagnabilità deve essere pulita, senza tracce di oli di lavorazione o grassi. Il processo di brasatura in un forno da vuoto è dunque particolarmente semplice e veloce.

Le caratteristiche principali di un forno per brasature in vuoto
Il forno da vuoto è l’impianto più adatto per eseguire un identico ciclo termico su un numero elevato di pezzi, grazie alla sua elevata uniformità nella zona calda su tutto l’arco delle temperature, come pure per eseguire una brasatura continua su parti di grande dimensione. È inoltre in grado di ripetere fedelmente lo stesso ciclo. I pezzi della carica vengono riconosciuti mediante codice a barre e legati alla registrazione del ciclo stesso. In tal modo è possibile risalire per ogni pezzo al suo ciclo termico. Il forno a vuoto alla temperatura di fusione del filler è in genere a una temperatura superiore a quella di formazione degli ossidi, per cui anche pezzi ossidati perdono in vuoto lo strato di ossido, prima di raggiungere la temperatura di fusione del filler. Il forno da vuoto deve essere “pulito”. Con questo termine si intende che tutto l’impianto non deve rilasciare contaminanti sulla carica.
Il forno da vuoto per applicazioni nel campo aeronautico, spaziale, della fisica delle particelle e della ricerca metallurgica in genere, è un sistema particolarmente complesso e sofisticato, realizzato con camera termica metallica, pompaggio a secco, criteri costruttivi del vessel caratteristici di un forno da alto-ultravuoto. Il forno è conforme alle richieste NADCAP, mentre un software di programmazione ciclo assicura la realizzazione di cicli automatici eseguiti con grande precisione. La camera metallica, di contenimento della zona calda, è realizzata con schermi metallici multipli riflettenti: in molibdeno-lantaniato i più interni, in molibdeno quelli intermedi e in SS quelli più esterni. Evitando l’uso di pannelli di materiali isolanti nella realizzazione della camera termica, quali appunto la fibra di allumina o la spugna di grafite, materiali in grado di trattenere umidità o peggio vapori di oli, è possibile ottenere un elevato livello di pulizia nell’ambiente in vuoto come richiesto da specifica.
Il vessel a tenuta di vuoto, realizzato interamente in acciaio inossidabile, viene lavato ad ultrasuoni nella parte interna prima dell’assemblaggio e successivamente sottoposto a test di tenuta con “leak detector” a elio. La componentistica è completamente realizzata da alto-ultravuoto, guarnizioni metalliche o in Viton. Il gruppo di pompaggio non prevede l’uso di pompe lubrificate ma, come pompa primaria, impiega una pompa dry. La roots (pompa booster a lobi) è una tipica pompa nella quale la tenuta è affidata alle tolleranze tra lobi e dello statore. La pompa di alto-ultravuoto può essere una pompa turbomolecolare o criogenica, ma si può prevedere di utilizzare anche la pompa a diffusione di vapori d’olio, se è montata una trappola criogenica alimentata con azoto liquido o da un gruppo Polycold a doppio stadio. Entrambi i sistemi sono in grado di trattenere vapori condensabili e impedire la retrodiffusione di vapori d’olio. Il processo nei forni per brasatura in vuoto dunque è piuttosto semplice e permette di ottenere giunti saldati in maniera ottimale senza la necessità di effettuare alcuna lavorazione secondaria.