
Il taglio remunerativo: quali considerazioni per la scelta della tecnologia più adatta
Quando è più remunerativo il taglio plasma e quando il taglio laser? A questa domanda ha risposto Luca Gelli, Responsabile della Divisione Taglio Termico di Alpemac nel Tech Talk della CuttingWeek di Deformazione intitolato “Il taglio remunerativo: quali considerazioni per la scelta della tecnologia più adatta”, nel corso del quale sono state analizzate le variabili da prendere in considerazione per individuare la tecnologia di taglio più adatta alle necessità produttive di un’azienda, anche in considerazione dei costi di investimento e gestione.

Può parlarci dell’approccio di Alpemac al tema del taglio termico?
Più che di approccio al taglio termico è corretto parlare di approccio Alpemac al mondo della lavorazione della lamiera in generale che è di tipo consulenziale. Siamo infatti un dealer atipico poiché a un range completo di macchine e tecnologie abbiniamo una competenza e una professionalità inusuale per un distributore. Affianchiamo e accompagniamo il cliente nel suo percorso tecnologico evolutivo proponendogli, di volta in volta, la soluzione più adeguata al suo contesto produttivo e alla contingente esigenza di lavorazione. Ci tengo a sottolineare che quando dico accompagniamo il cliente mi riferisco ovviamente alla fase di prevendita ma soprattutto al post-vendita. Il Service diretto è infatti il valore aggiunto importante di Alpemac che si comporta in modo più consono a un OEM che a un distributore.
Il taglio termico eredita quindi questo tipo di approccio declinandolo poi nelle tre tecnologie che annoveriamo nella nostra gamma di prodotto; intendo dire gli impianti di taglio laser fibra Nukon, i sistemi di taglio plasma convenzionale e HD prodotti da CUTTech su specifica Alpemac e le macchine combinate. Qui apro una breve parentesi che approfondiremo in seguito perché il nostro concetto di combinata non è esclusivamente legato alla punzonatrice combinata CombiLaser di Boschert che abbiamo in gamma, ma si estende anche alla possibilità di equipaggiare i sistemi plasma con un’unita di foratura/maschiatura meccanica ISO 40; in entrambi i casi parliamo della possibilità di finire i particolati con lavorazioni ausiliarie secondarie. Ma come detto, su questo concetto torneremo in seguito.
Credo di poter però dire che Alpemac sia una delle poche aziende in Italia che, parlando di taglio termico, possa proporre un range di prodotto così completo e vantare una competenza così trasversale da offrire al potenziale cliente per accompagnarlo in quella che noi definiamo Metal Experience, un’esperienza immersiva con la nostra tecnologia.
Uno dei principi cardine nella scelta delle aziende che rappresentiamo è ovviamente il livello tecnologico e il know-how che esprimono attraverso le loro macchine e soluzioni. Certamente anche nel taglio termico Alpemac ha adottato questo criterio puntando in alto e andando a scegliere quei costruttori che, pur partendo da una base ottima ed estremamente innovativa, si sono dimostrati ricettivi e aperti verso un consapevole sviluppo del proprio prodotto. Il mercato italiano della lavorazione della lamiera è tra i più evoluti a livello mondiale, se non addirittura il più evoluto, soprattutto in termini di richieste di lavorazioni che alzano di continuo l’asticella delle esigenze da soddisfare. In sintonia con il nostro credo della Metal Experience abbiamo quindi ricercato dei partner che avessero voglia di crescere e soddisfare con noi le aspettative di un mercato esigente come quello di casa nostra trovando in Nukon un costruttore con un know-how specialistico sulla tecnologia laser che solamente i nomi più blasonati del mercato hanno. Lo testimoniano alcune scelte costruttive e tecnologiche importanti che la distinguono sul mercato e su cui torneremo in seguito.

Il titolo del tech talk è: Il taglio remunerativo: quali parametri considerare per la scelta della tecnologia più adatta? Le rinnovo questa domanda. Qual è la discriminante tra un processo e l’altro?
Giocosamente mi piace dire che siamo portatori sani di tecnologia di taglio innovativa. Faccio questa premessa perché abbiamo visto negli ultimi anni il proliferare di macchine laser impiegate per applicazioni che normalmente erano ad appannaggio di tecnologie e macchinari più convenzionali, mi riferisco per esempio al taglio plasma piuttosto che all’ossitaglio. A nostro avviso riteniamo che esiste la giusta tecnologia di taglio termico per ogni all’applicazione. Alla domanda Alpemac risponde quindi offrendo un ventaglio di prodotti e tecnologie distinte potenzialmente valide per la medesima applicazione. Partiamo quindi dal nostro tipico approccio consulenziale per comprendere e interpretare al meglio l’esigenza produttiva del cliente per poi individuare insieme a lui la soluzione che riteniamo più adeguata. Laser – nel nostro caso esclusivamente in fibra – e plasma ad alta definizione possono potenzialmente essere indicate per la stessa lavorazione ma si differenziano in modo piuttosto sostanziale, soprattutto in termini di investimento.
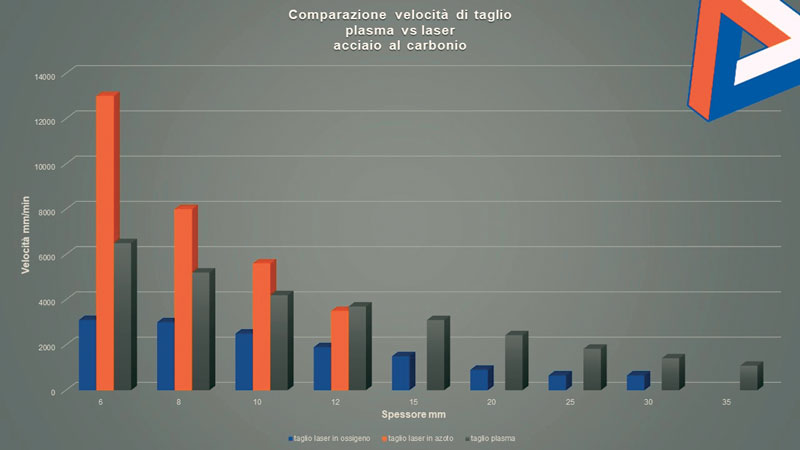
Partirei però, a questo punto da un’analisi del taglio laser per il quale, fino a qualche anno fa le potenze impiegate si attestavano intorno ai 5/6 kW. L’uso ormai diffuso delle sorgenti laser fibra ha però portato a un innalzamento importante di questi valori con il preciso intento di incrementare le performance di taglio. Oggi è assolutamente normale parlare di 12 kW piuttosto che di un 15 kW anche per tagliare lamiera sottile dove le velocità di taglio sono cresciute in modo proporzionale. A maggior potenza corrisponde maggior velocità. Vorrei però fare con voi un’analisi prendendo in considerazione il taglio di lamiere di acciaio al carbonio: se paragoniamo infatti un laser fibra da 6 kW con uno da 12 kW, l’incremento di velocità è maggiore per quegli spessori che normalmente non si tagliavano ad altissime velocità. Importante sottolineare come questa incidenza sia particolarmente importante dai 3 fino ai 6 mm di acciaio al carbonio dove, utilizzando l’azoto come gas inerte, riusciamo ad avere con 12 kW una prestazione decisamente superiore rispetto al 6 kW.
Pariteticamente all’acciaio al carbonio, questo approccio tecnologico innovativo – quindi l’utilizzo di potenza per avere maggior velocità di taglio – vale anche per lamiere di acciaio inossidabile e alluminio, perché, concettualmente, il tipo di processo è il medesimo. Non si utilizza più l’ossigeno, quindi un’azione comburente, ma un’azione semplicemente di pulizia, là dove si può sfruttare tutti chilowatt disponibili con un incremento della velocità proporzionale.
È qui che entra in gioco il concetto di remuneratività del taglio per cui vanno considerati diversi parametri a partire proprio dall’investimento iniziale, dal costo del consumo energetico, dei gas di assistenza al processo e via dicendo. Questo tipo di approccio implica infatti un utilizzo di gas inerte (azoto) in quantità importanti. L’azoto utilizzato per il taglio dei materiali sottili ha un’incidenza che si attesa fra i 20 e i 50 m3/h. È chiaro che, salendo di spessore, grazie alla potenza disponibile, anche il consumo segue un andamento in crescita arrivando fino a poco meno di 90 m3/h per il taglio di materiale più spessi come nel caso dei 6 mm di acciaio inossidabile. Parliamo quindi di un processo di taglio evidentemente più costoso, rispetto a un taglio in ossigeno che ha dei consumi decisamente più bassi ma anche delle velocità di taglio tre volte più basse. Aggiungerei che, anche in questo caso, sarà l’applicazione a suggerire cosa sia meglio di volta in volta e qui torniamo al nostro approccio consulenziale e al tema della remuneratività per il quale occorre fare un confronto con la tecnologia plasma che per determinati ambiti di processo risulta essere la giusta soluzione anche sotto l’aspetto economico.
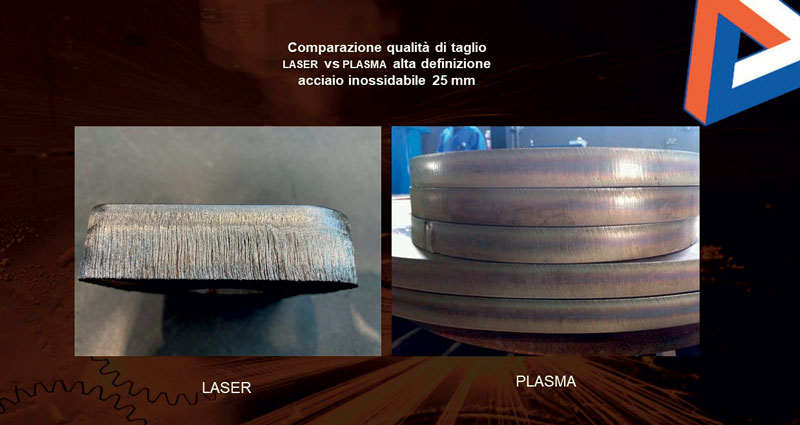
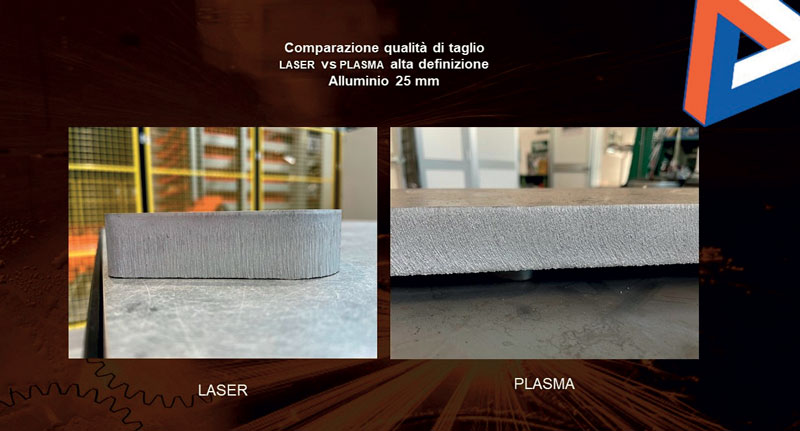
Analizzando il Figura 1 vediamo che le velocità sono decisamente importanti e vincenti per la tecnologia laser fino a uno spessore di 6 mm circa; oltre, vengono da prima eguagliate e poi superate dai valori di velocità ottenibili con il plasma, a parità di qualità del taglio come si vede da questa foto. Pur riconoscendo quindi la validità del laser di alta potenza nel taglio dei materiali di medio alto spessore (fino a 25/30 mm), che i sistemi laser Nukon sono certamente in grado di processare al meglio anche grazie alla tecnologia CUTLine, Alpemac offre al cliente la possibilità di investire nella tecnologia del plasma ad alta definizione che in alcune applicazioni è migliorativa sia in termini di velocità che di finitura e qualità del taglio.
Prendendo in considerazione lo stesso grafico vediamo che 30 mm di acciaio al carbonio sono certamente tagliabili con un laser fibra da 12 kW in ossigeno con velocità nell’ordine dei 600 mm/min mentre un plasma da 200 A (quindi senza gli eccessi di 300 o 400 A) può processare lo stesso spessore a più del doppio della velocità del laser. Facendo anche una comparazione economica, a parità di consumo energetico perché la due tecnologie sono allineate, quella plasma ha un aggravio di costo legato ai consumabili assolutamente compensati dal costo dell’investimento iniziale decisamente più basso; circa un terzo. Parlando di remuneratività per il cliente, possiamo quindi dire che, a parità di qualità del taglio degli spessori più elevati, come si vede, i costi derivanti sono a vantaggio della tecnologia plasma, soprattutto per spessori superiori al 15 mm. In Figura 2 vediamo il confronto fra lamiere spesse 25 mm. Da un punto di vista dei costi mi piace pensare che una tecnologia valga l’altra in termini di equilibrio; certamente il plasma consente di tagliare a una velocità molto più alta e questo significa produttività e quindi possibilità di guadagno.
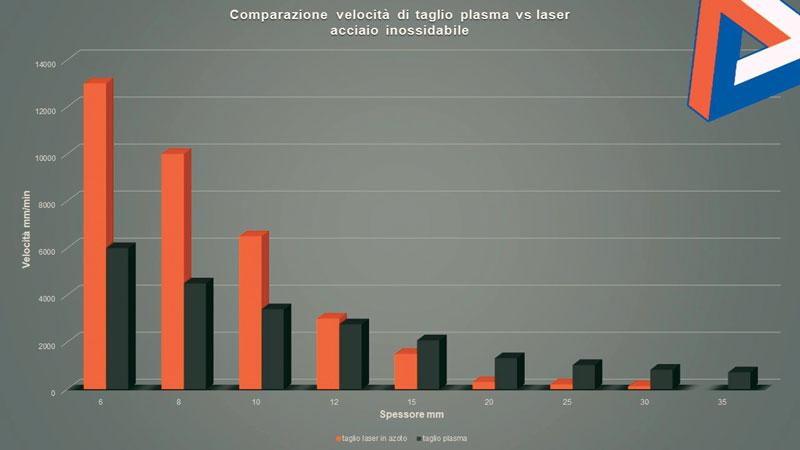
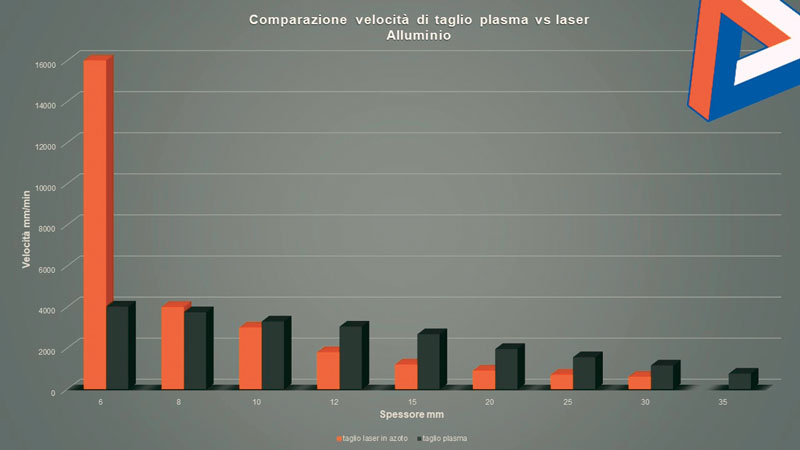
Aggiungo, per completezza di informazione, che una delle criticità da tenere in considerazione quando si approccia lamiera spessa con il laser è la qualità del materiale stesso in quanto il laser generalmente predilige lamiera di qualità – e in questo momento storico sappiamo quanto sia complicato reperirne di buona e anche piuttosto oneroso – mentre il plasma, per sua natura, è più di bocca buona nel senso che non ha bisogno di un materiale eccellente per garantire un taglio di qualità. Il materiale non è così vincolante tagliando al plasma. Lo stesso discorso vale quando si taglia lamiera di acciaio inossidabile o alluminio come si vede dai grafici e dalle immagini delle Figure 3, 4, 5 e 6 relative a 25 mm di acciaio inossidabile e alluminio. Si evidenzia ancora una volta come, dal 15 mm in su, sia il taglio plasma, magari con l’ausilio di acqua, ad avere ancora una convenienza economica rispetto al laser diretta conseguenza delle velocità di taglio più elevate e dell’incremento di produttività ottenibile. In estrema sintesi, Alpemac reputa che vi siano degli ambiti ad appannaggio del laser fibra in cui è più remunerativo e parliamo di spessori fino a 6 mm. È indubbio e non dico nulla di nuovo che il taglio laser meglio si presta a tutte le applicazioni tipiche della carpenteria medio leggera.
Laddove alziamo l’asticella dello spessore è evidente che c’è una zona di sovrapposizione tra le due tecnologie ambito in cui entrambe risultano assolutamente valide ed equiparabili come risultati di taglio, ma con costi diversi. Però, più lo spessore da tagliare cresce e più il plasma diventa interessante potendo garantire migliori risultati in termini di produttività rapportata all’investimento economico. Dai 15 mm in su, quindi per spessori medio alti, riteniamo che il plasma possa essere la soluzione ottimale. Ciò non vuol dire che il laser fibra non possa lavorare in quella fascia in cui però esiste un’alternativa potenzialmente più remunerativa. Ecco dove nasce quindi il motivo per cui, dopo il laser, è stata ulteriormente completata la gamma di prodotto con i sistemi CUTTech brandizzati Alpemac.
Parlando di remuneratività, il taglio ad aria è uno dei trend più attuali in campo laser; qual è la posizione di Alpemac?
Il taglio ad aria in realtà è un argomento piuttosto dibattuto quando si parla di taglio laser poiché la possibilità di utilizzare delle potenze così elevate implica dei consumi di azoto molto alti e, di conseguenza, dei costi di esercizio piuttosto elevati. Oggi il taglio ad aria va quindi visto come un’appendice del taglio ad azoto rispetto al quale costituisce una valida alternativa e soprattutto più economica. L’aria compressa ha, infatti, un costo decisamente inferiore, quasi nullo, ma offre le stesse caratteristiche, specialmente in termini di produttività. Mi riferisco, in particolare, all’uso di aria per il taglio di spessori medio sottili, direi quindi da 0,5 a 3 mm dove riusciamo a ottenere delle performance di velocità molto interessanti grazie alle elevate potenze laser con una qualità dei bordi di taglio assoluta. L’utilizzo di un gas inerte, che quindi non partecipa alla combustione, ha infatti la funzione di pulire il bordo di taglio; da qui la definizione di CleanCUT.
L’utilizzo di gas inerte è utilizzato anche per il taglio di materiali nobili quali alluminio e inox in spessori medio alti, ossia da 6 a 20/25 mm ambito per cui, come visto in precedenza, vi è una potenziale sovrapposizione tra la tecnologia laser e quella plasma, con un allungo a favore di quest’ultima. In particolare, mi riferisco a spessori che vanno da 10/12 mm fino a 30/35 mm. Qui la tecnologia plasma ha fatto dei passi avanti rispetto al passato con l’introduzione di un sistema watermist in cui uno dei due gas di processo viene sostituito con dell’acqua nebulizzata che aiuta certamente a ottenere dei bordi di taglio con una qualità ottimale adatta per la successiva saldatura e delle velocità, tornando al paragone con il laser, decisamente più alte.