
Semplicità operativa
Tre funzioni dei controlli numerici della serie TNC di HEIDENHAIN consentono al costruttore di stampi di aumentare in modo del tutto semplice l’efficienza dei propri processi produttivi.
Dispositivi di staffaggio a piramide, VirtualBox e OCM: queste funzioni dei controlli numerici TNC di HEIDENHAIN consentono di incrementare in modo del tutto semplice l’efficienza dei processi di lavorazione. Si possono sfruttare i diversi aspetti: dalla gestione intelligente dei dati alla riduzione dei cambi utensile, dall’allungamento dei tempi di lavorazione senza presidio al netto incremento del volume di truciolo asportato.
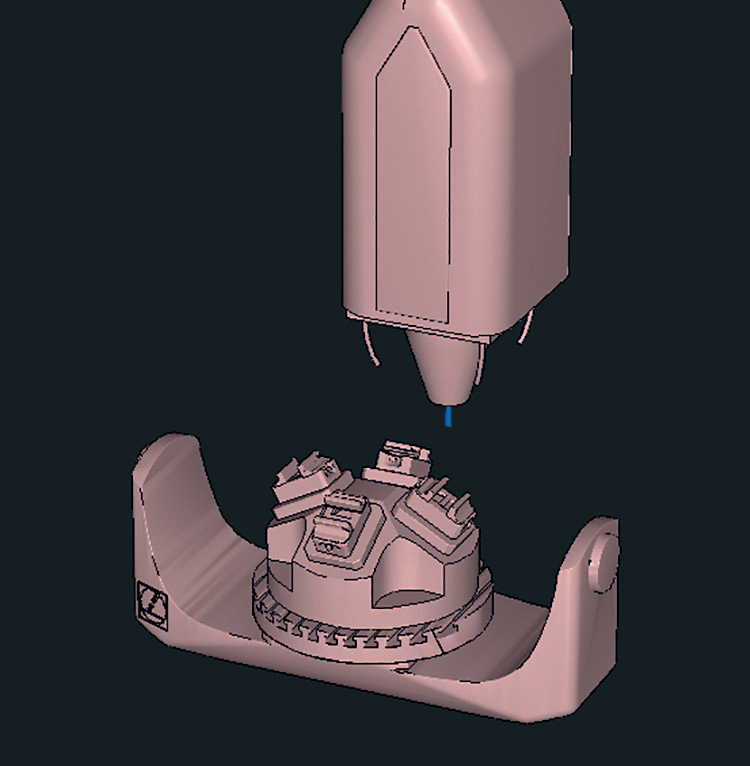
Dispositivo di staffaggio a piramide: più pezzi e opportunità sulla macchina
Il dispositivo di staffaggio a piramide (Figura 1) può essere agevolmente impiegato nelle lavorazioni a 3 assi, a 3+2 assi fino addirittura nel caso di lavorazioni simultanee a 5 assi. Risulta di grande utilità perché consente di intervenire su diversi componenti in un’unica passata. Grazie all’immediatezza del linguaggio Klartext dei controlli numerici HEIDENHAIN, anche la programmazione di questa funzione risulta molto agevole e permette la rotazione base 3D nella tabella origini. Poter contare su questa funzione permette di ridurre sensibilmente i tempi di produzione: è possibile infatti ottenere lavorazioni orientate all’utensile con un minor numero di cambi utensile. Inoltre, grazie alla sua affidabilità è possibile prevedere turni senza presidio ancora più lunghi.
VirtualBox: utilizzo ottimale della stazione di programmazione sul PC
Le stazioni di programmazione sono disponibili per tutti i controlli numerici TNC attuali. È interessante sapere che è disponibile (a richiesta) un’ulteriore versione per il funzionamento con il software di virtualizzazione VBox di Oracle. L’installazione ideale della stazione di programmazione per i controlli numerici HEIDENHAIN non è direttamente in Windows ma nell’ambiente virtuale del VirtualBox (Figura 2). Le stazioni di programmazione HEIDENHAIN sono apprezzate per la praticità nell’operatività offline e la simulazione, ma con la versione con VirtualBox si possono ottenere ulteriori benefici: è possibile utilizzare, ad esempio, direttamente il software NC incluso HEROS, il sistema operativo dei controlli numerici HEIDENHAIN, oppure avviare in parallelo diverse stazioni. È possibile inoltre accedere al controllo numerico TNC della propria macchina tramite condivisione come anche di creare procedure di sicurezza per annullare le modifiche apportate a programmi NC.
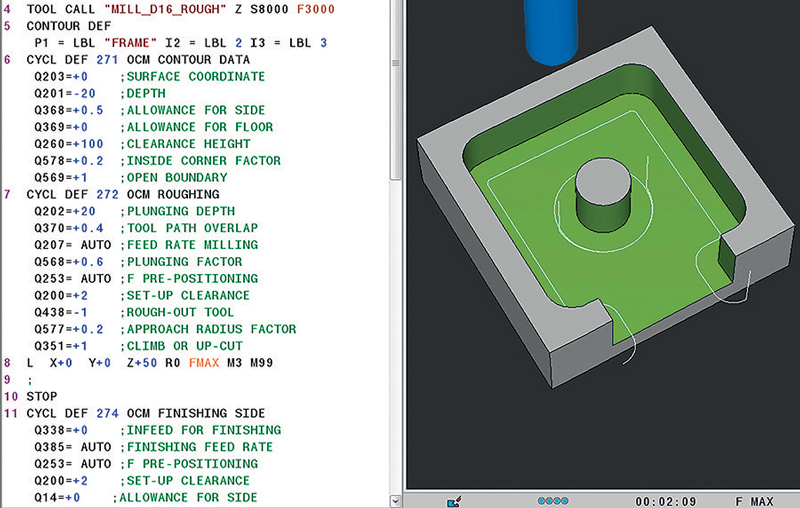
4. Funzione OCM: definizione del ciclo di sgrossatura. 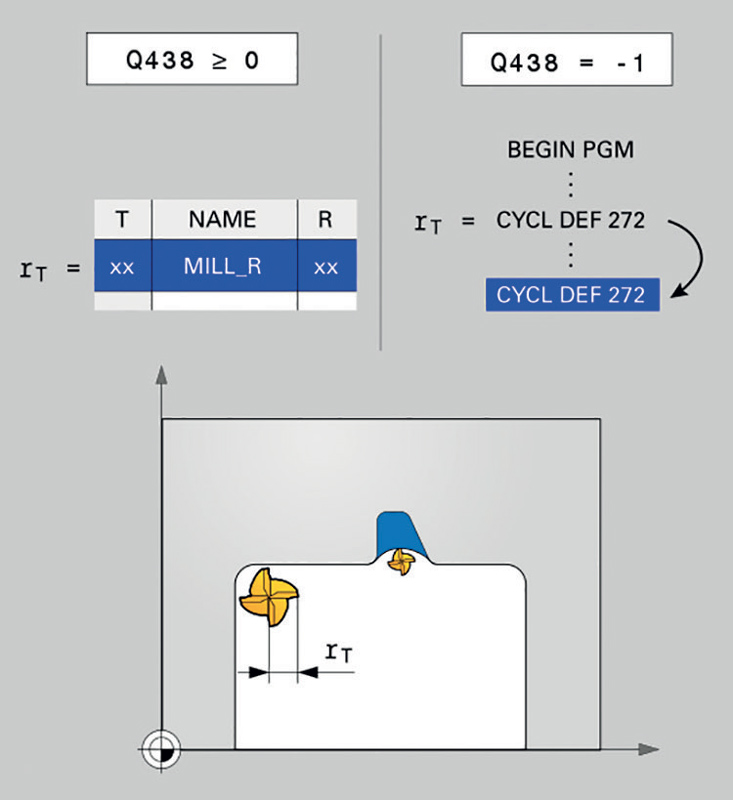
5. Funzione OCM: definizione della sgrossatura del materiale residuo.
OCM: fresatura con parametri di taglio sempre ottimali
La funzione Optimized Contour Milling (OCM) permette di utilizzare il principio della fresatura trocoidale per una gamma di applicazioni sensibilmente maggiore. Oltre alla sgrossatura di tasche e isole aperte o chiuse di qualsiasi forma, OCM offre cicli per la finitura di fondi e pareti laterali. Come la fresatura trocoidale, OCM limita l’angolo di presa dell’utensile e consente la fresatura con l’intera lunghezza del tagliente. Con OCM l’operatore può programmare profili a scelta direttamente sul controllo numerico TNC 640. Il CNC calcola automaticamente i percorsi utensile ideali con cui mantenere costanti le condizioni di taglio. La lavorazione viene sempre eseguita con i valori di taglio ottimali, incrementando così la velocità di lavorazione e riducendo sostanzialmente anche l’usura dell’utensile rispetto alle strategie di fresatura tradizionali. Una novità introdotta di recente è la funzione automatica di sbavatura che amplia ulteriormente le potenzialità di utilizzo di OCM. Vediamo di seguito un esempio di come impiegare la funzione OCM.
Programmazione
A. Definizione dei profili: Frame chiuso, Frame in parte aperto (screen), Frame aperto, Isola (Figura 3).
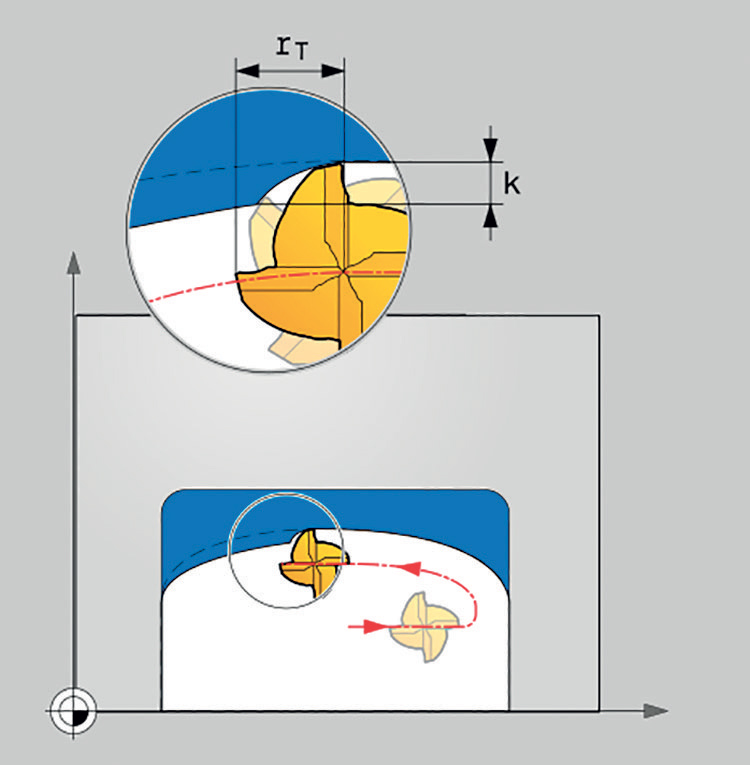
B. Definizione del ciclo di sgrossatura (Figura 4) Sgrossatura considerando la sovrapposizione traiettoria ottimale con angolo di contatto costante dell’utensile.
C. Definizione della sgrossatura del materiale residuo (Figura 5) Con il parametro Q 438 = –1 il raggio utensile viene acquisito dal ciclo 272.
Il TNC rileva in questo modo il materiale residuo della seconda operazione di sgrossatura con una fresa di dimensioni inferiori.
D. Definizione della lavorazione di finitura (Figura 6) Il controllo numerico calcola una strategia con movimento di avvicinamento e allontanamento ottimali per i profili restanti.