Progettazione e fabbricazione mediante applicazioni laser di lampade da arredo urbano
Con il lavoro sinteticamente presentato nel seguito, il gruppo di ricerca sulle tecnologie di saldatura della Facoltà di Ingegneria Meccanica e Industriale dell’Universidad Central “Marta Abreu” de Las Villas in Cuba, ha partecipato alla competizione internazionale The Laser Promotion Award 2017, indetto da AITeM (Associazione Italiana Tecnologia Meccanica) e PromozioneL@ser, supportato dagli sponsor oro: BLM Group, Trumpf e dagli sponsor Argento: IPG e Optoprim; patrocinato da: PubliTec, UCIMU – Sistemi per Produrre e SIRI (Associazione Italiana di Robotica e Automazione). Nel testo sono descritte le attività che hanno portato al progetto di un lampada da arredo urbano attraverso la progettazione, le verifiche strutturali e la definizione del ciclo di produzione con particolare attenzione alla scelta delle tecnologie laser.
di Eriel Perez Zapico, Carlos René Gómez Pérez, Eduardo Miguel Fírvida
Il presente progetto vuole indagare la possibilità di realizzare un prodotto di uso comune e sociale, quale una lampada per arredo urbano, attraverso l’impiego delle tecnologie laser. Il taglio e la saldatura laser possono favorire una progettazione di prodotti di alta qualità pur ottenendo una buona economia. L’obiettivo è uno studio di fattibilità che porti a un progetto di pre-industrializzazione.
In questo lavoro si presentano la progettazione e fabbricazione di una lampada da arredo urbano con doppia funzionalità per garantire l’illuminazione dei limiti di ambienti diversi come marciapiedi e strade o piazze.
Per la progettazione si presentano dati relativi alla composizione chimica, caratteristiche del materiale selezionato e dimensioni della struttura. Per quanto attiene al ciclo di fabbricazione, si presentano i parametri di taglio e saldatura, quali potenza, velocità di taglio e saldatura, gas di copertura, flusso, purezza e pressione e la configurazione dei parametri ottici del laser.
Selezione dei profili che compongono la struttura
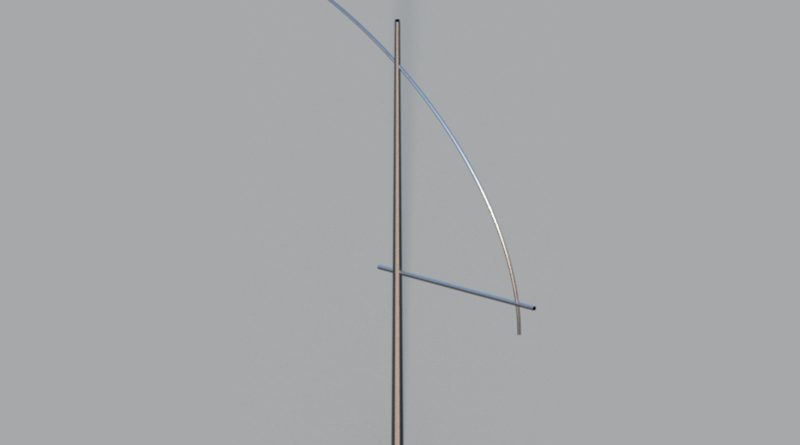
Per la progettazione della lampada da arredo urbano è stato selezionato un profilo estruso ottagonale con lati di 4 mm e una lunghezza di 5.000 mm. I bracci della struttura hanno un profilo cilindrico, con spessore di 4 mm; nel caso del braccio 1 di sezione tubolare con diametro di 48 mm, viene fabbricato con un disegno rettilineo a un’inclinazione di 75°, rispetto all’orizzontale, mentre che il braccio 2 di sezione tubolare di diametro 35 mm, viene realizzato con una curvatura ellittica, che intercetta la lampada da arredo urbano. Alle due estremità delle braccia in senso contrario verranno montati sistemi di illuminazione urbana. Nella Figura 1, è illustrato il progetto attraverso una vista tridimensionale della struttura portante.
La base che sostiene l’intera struttura è composta da una lamiera quadrata con lato 260 mm e spessore di 12 mm. In tutti i casi, il materiale utilizzato è l’acciaio Q235 la cui composizione chimica viene riportata nella Tabella 1, corrisponde a un acciaio a basso tenore di carbonio e bassa lega con buone proprietà meccaniche (Tabella 2).
Sequenza di elaborazione e assemblaggio
La sequenza di montaggio e assemblaggio inizia dal taglio laser della base e dei profili. La base della lampada (Figura 2a) è saldata al palo con tecnologia laser.
Successivamente, il braccio 1 di profilo cilindrico viene saldato al montante (Figura 2b). Infine, il braccio 2 di curvatura ellittica viene intercettato con le estremità del braccio 1 e la lampada unito mediante saldatura laser (Figura 2c e 2d). In tutti i casi vengono eseguite saldature a T, mentre la posizione varia in base alla sequenza di saldatura.
Selezione di lampade per illuminazione urbana
Per la selezione della lampada per l’illuminazione è stata eseguita l’analisi precedente dei seguenti punti:
-la complessità e la velocità del traffico sulla strada;
-traffico di veicoli e controllo del traffico;
-tipi di strade;
-traffico pedonale;
-è necessario prendere in considerazione i colori.
Inoltre, deve essere presa in considerazione la geometria della via (rettilinea, curva, numero di corsie di traffico, regole del traffico, superficie stradale), nonché i punti particolari che si possono trovare su di essa (traversate, ponti, gallerie, dintorni), ecc.) e il sito che si intende illuminare. Sulla base di quanto sopra elencato, una lampada LED da 100 W è stata selezionata per l’illuminazione della strada, mentre un LED da 50 W è stato selezionato per l’illuminazione di marciapiedi o altre aree pubbliche proposte (Figura 3).
Processo di produzione e tecnologie: selezione del tipo di laser
Per la fabbricazione della lampada da arredo urbano, si propone di utilizzare un sistema costituito da sorgente e testa laser Trumpf.
Tenendo conto degli spessori da tagliare e unire con il processo laser, si propone anche di utilizzare una sorgente laser TruFlow 6000, un laser CO2 (Tabella 3) (Figura 4). La sorgente TruFlow 6000 ha una potenza massima di 6 kW, sia per il taglio e foratura sia la saldatura, questa sorgente riesce a tagliare fogli fino a 10 mm e a saldare lamiere di spessore fino a 20 mm, quindi può essere utilizzata per la laborazione della struttura in acciaio proposta nel progetto. Con una potenza media assorbita nella produzione di 31 kW. Allo stesso modo, verrà utilizzato un sistema ottico di messa a fuoco programmabile della serie PFO (Tabella 4), che sono sistemi ottici efficaci per la lavorazione remota (Figura 5). La serie PFO 33 ha un sistema ottico a due specchi. La direzione degli specchi può essere modificata con grande precisione e dinamismo. Insieme ai laser a stato solido a impulsi o a onda continua, è possibile saldare punti e cordoni senza spostare il pezzo o l’ottica di messa a fuoco. Grazie alla lente a campo piatto, le condizioni di messa a fuoco e la qualità della lavorazione sono identiche in ogni punto del campo di lavorazione.
Definizione dei parametri di taglio laser
Per la selezione dei parametri di taglio (Tabella 5) si ritiene che debba essere lavorato uno spessore di acciaio Q235 da 4 mm. I profili delle braccia 1 e 2 devono essere tagliati alla lunghezza proposta nel disegno e sarà necessario tagliare pure il palo. La configurazione per la laborazione mediante taglio ha considerato la testa da taglio, il gas di copertura, strategia da taglio per geometrie diverse. I parametri impostati sono la densità di potenza, configurazione focale della testa da taglio, velocità da taglio e flusso di gas di copertura. Per il taglio della base tenendo conto che lo spessore è 12 mm, è necessario aumentare la potenza a 6 kW mentre il resto dei parametri selezionati per il taglio dei bracci rimangono gli stessi.
La sequenza di taglio
Per evitare geometrie errate, viene disegnata una strategia di taglio considerando alcuni punti importanti. Per il taglio della base il prodotto finale deve essere una piastra quadrata, i punti iniziale e finale sono selezionati al di fuori della geometria (Figura 6a), lo stesso verrà preso in considerazione per i tagli circonferenziali (Figura 6b). D’altra parte, sul palo che presenta un profilo ortogonale, verrà eseguito un taglio circolare per inserire il braccio 1, all’altezza di 2,8 m. Infine, un taglio circonferenziale sul braccio 2 sarà ellittico.
Selezione dei parametri di saldatura laser
Per la selezione dei parametri di saldatura, vengono prese in considerazione le Figure 6 e 7, che riguardano l’altezza di penetrazione e la velocità di saldatura. Se viene utilizzata una potenza di 5 kW abbiamo una penetrazione di 4 mm a una velocità di circa 3 m/min. Per un diametro dello spot di 0,78 mm, viene selezionato un fattore di potenza di 4 MW/m e un tempo di interazione di 4 ms. I parametri tecnici del sistema ottico di messa a fuoco programmabile e della sorgente laser sono stabiliti dai valori di input per il calcolo dei parametri ottici come la lunghezza focale effettiva, il numero di punti, la lunghezza d’onda e la dimensione della disposizione per un piano focalizzato su più punti, ottenendo come risultato quelli riportati nella Tabella 6.
Modellazione strutturale del progetto proposto
Il prototipo virtuale della lampada da arredo urbano è stato sviluppato utilizzando il software Autodesck Inventor. La Figura 1 mostra il piano 3D dell’assemblaggio delle diverse parti che compongono la struttura della lampada.
Per valutare la resistenza della struttura il prototipo è stato simulato a un carico di vento, una volta messo in funzionamento. La simulazione strutturale è stato fatta utilizzando il software Autodesk Inventor. La struttura è stata sottoposta a un carico massimo alla rottura di 150 kg, uguale a 1.470 N, su un lato della sezione ortogonale della lampada da arredo urbano che tiene l’intera struttura, con obiettivo di simulare la forza del vento. La forza di gravità è stata presa in considerazione per la realizzazione della simulazione. Inoltre, per semplificare i calcoli, il carico è stato considerato statico. Le restrizioni sono state assegnate alla base della lampada da arredo urbano. I principali risultati osservati sono uno spostamento massimo pari a 134,3 mm (Figura 9) con un fattore di sicurezza di 15 ul.
Tale variazione di spostamento della lampada da arredo urbano è dovuto a un indebolimento della struttura prodotto dalle intercettazioni braccio 1 con il palo.
Tuttavia, come si può notare, lo spostamento massimo viene ottenuto all’estremità superiore della lampada. Gli spostamenti non sono visibili nel giunto saldato della base, ne consegue che resistono alle condizioni climatiche dei venti sotto proposta di carica.
Conclusioni
Il progetto presentato riguarda la fabbricazione di una lampada da arredo urbano composta da un palo di profilo ortogonale con due bracci in acciaio zincato Q235, supportano le lampade a LED alle loro estremità a un’altezza di 3 m e 5 m nella direzione opposta. La proposta di lampada da arredo urbano garantisce l’utilizzo per l’illuminazione di strade, marciapiedi o piazze.
La fabbricazione della lampada da arredo urbano segue lavorazioni di saldatura e taglio laser. Una sorgente TruFlow 6000 a CO2 viene selezionata e un sistema ottico di messa a fuoco programmabile PFO 33, che fornisce una densità di potenza massima di 9.55·104 W/cm2 e garantisce l’unione di lamiere in acciaio zincato Q235 di spessore massimo 4 mm. La massima profondità di penetrazione è ottenuta con una potenza di 5 kW, una velocità di saldatura di 50 mm/s e una defocalizzazione di 0.
Il costo di fabbricazione dell’intera struttura è stimato di 400,00 euro e si considera adeguato secondo produttività e alla tecnologia utilizzata.
QUALIFICA AUTORI
Eriel Perez Zapico, Carlos René Gómez Pérez, Eduardo Miguel Fírvida Donestevez, Centro de Investigaciones de Soldadura Facultad de Ingeniería Mecánica e Industrial Universidad Central “Marta Abreu” de Las Villas Santa Clara, Cuba